
在之前的章节有介绍过,玻璃钢制品的生产工艺大致可以分为手糊工艺、模塑工艺、拉挤工艺、模压工艺、缠绕工艺这五种。不同的生产工艺对于不同类的产品,本文主要介绍的是玻璃钢模塑产品的成型工艺流程主要包括哪些步骤。
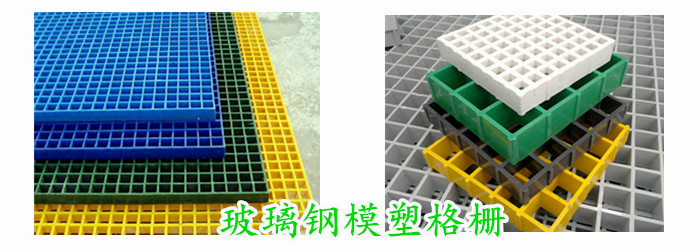
所谓的模塑产品即在标定的磨具内进行加工生产,如上图的玻璃钢格栅板即是玻璃钢模塑产品中代表产品之一。
玻璃钢模塑产品的成型工艺流程:
1、选材
在进行生产之前需要参照对产品的使用要求,取得相应的参数和性能要求等数据。以玻璃钢格栅板为例,相应的参数包括长宽尺寸、厚度、孔径尺寸、防腐等级、阻燃等级、耐磨方式等等。详细的如何选择合适型号的玻璃钢格栅板可参考之前的介绍。
以对玻璃钢格栅板的防腐等级的要求,需要对其生产原材料进行调换。树脂与玻璃纤维的种类直接影响成品板材的性能。
2、配料
玻璃钢的两大原材料树脂和玻璃纤维纱,玻璃钢格栅板除了这两大原材料之外还包括石粉。配料需要严格按照标准的比例进行调配,如树脂、玻璃纤维、石粉、固化剂、催化剂等其他辅助剂等等。
3、加工
玻璃钢格栅板的加工可以细分为填料与拉纱这两大步骤。玻璃钢格栅板的厚度不同,需要拉纱的层数也不相同。如2.5cm厚度的格栅板标准的玻纤纱层数为5层半,3.8cm厚度的格栅板标准的玻纤纱层数为8层。
4、加热固化
当格栅板的拉纱与填料完成之后,将锅炉中的热水经由管道放入玻璃钢格栅模具的底部。加速完成材料之间的固化工作,一般在30分钟至1小时左右。待材料完全固化之后再将热水排出。
5、出模
完成加热固化的步骤之后,启动出模按钮,将玻璃钢格栅板整体推出,完成产品的生产步骤。由于受到模具的限制,成品的玻璃钢格栅板孔径表面会覆盖一些小型树脂块。需要使用工具将其清除。
以上介绍的是玻璃钢模塑产品的成型工艺流程,本公司主营产品除上文介绍的玻璃钢格栅板之外还包括玻璃钢离心风机、玻璃钢净化塔等产品。




